
近日,2023 BIONNOVA 创新论坛于北京成功召开,迈百瑞上游工艺开发副总监周学宝受邀参会并做主题演讲《抗体类药物上游工艺开发的关键要素》,就相关问题进行深入讲解。
有效的上游生产工艺对产品质量、药物成本及商业化生产的稳健性起着重要作用,为此,我们采访了周学宝副总监,就关键要素及相关问题进行了探讨。
01
在上游工艺开发过程中需要重点关注的要素有哪些?
周:细胞是抗体类药物分子由DNA转换为蛋白质的场所,细胞所处的营养环境和培养条件对细胞中基因的转录、翻译及蛋白的翻译后修饰都会产生潜在的影响,因此细胞培养工艺在很大程度上决定了抗体药物的产量和质量。
在我们看来,上游生产中,影响蛋白表达、蛋白质量以及工艺稳健性的三个因素中,细胞株的贡献最高,约占40%,培养基和培养工艺约占30%。这三个要素也是在工艺开发中重点关注的。
• 细胞株
细胞株筛选是一个耗时耗力的过程,需要从成千上万个细胞中筛选出最终用于大规模生产的细胞株。
用于生产的细胞株应该具备以下特征:
1)表达量要高
2)表达出来的蛋白质量要好,满足预期目标
3)稳定性要好,细胞稳定性主要是指在不同的细胞代次下,细胞在生长代谢、表达量、产品质量及基因序列等方面要维持稳定
4)可放大性,前期筛选通常是在摇瓶或摇管中进行的,通常在Top3-5阶段,需要在搅拌式的台式反应器中进行评估,选择可以耐受搅拌条件下培养的细胞
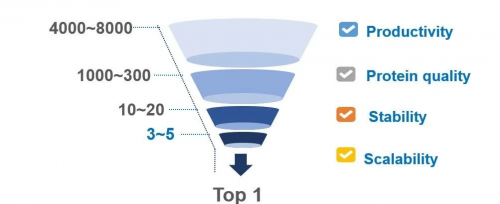
综合以上,最终选择用于生产的细胞株。
• 培养基
上游工艺另一个关键要素是培养基。以迈百瑞平台细胞培养基筛选为例,在测试的十几种国内外的商业化培养基中,细胞在不同培养基中生长和表达差异很大。表达量最高可以达到 7g/L,最低的大概 1-2g/L。对表达量较高的几个培养基进行纯化检测蛋白质量,发现不同培养基中电荷异构体和糖基化修饰差异很大。因此确定生产用的最终培养基时需要综合考虑表达量、蛋白质量及培养基成本等因素。
• 培养工艺
培养工艺方面,目前主流的培养工艺有批次培养、流加培养和灌流培养。以经典的流加培养为例,工艺开发中需要重点关注培养温度、pH、搅拌转速和通气方式。通常培养温度和pH对表达量和产品质量都会有较大影响;搅拌转速和通气方式在工艺放大时要重点关注。
02为应对抗体行业内卷模式,如何降低上游生产的成本?
周:首先,建立一个稳健高表达的上游工艺是降低成本的有利条件。在相同的培养规模下,表达量 8g/L的生产成本肯定显著低于 4g/L。这也是大多数企业在临床 I/II 期进行工艺优化提高表达量的原因。
其次,国产化替代也是很多企业采取的策略,近几年国产培养基、储液袋、滤器越来越被广泛使用。有些国产供应商推出了生物反应器和一次性细胞培养袋,我们认为只要产品设计符合生产需求,设备运行稳定,不影响产品质量,完全可以应用到生产中。
迈百瑞已经完成数个临床 I/II 期工艺优化提高表达量的项目,工艺优化后表达量有较大幅度提高,产品质量可比。同时迈百瑞具备丰富的国产、进口耗材的使用经验,可以在项目的不同阶段配合客户选择生产耗材。
03有些抗体在收获液中会发生二硫键被还原的情况,原因是什么?有什么解决措施?
周:随着双特异抗体、三特异抗体等更复杂抗体分子的出现,在大规模生产中链间二硫键被还原的导致产品异质性的情况越来越多的发生。二硫键还原本质上是一个酶催化的反应,两个主要的还原酶系统参与了这个反应-硫氧还蛋白还原酶系统和谷胱甘肽还原酶系统。还原性NADPH在两个还原酶系统中是关键底物。由于这是一个酶促反应,我们可以从酶催化的角度寻找解决措施。通常,通过以下一个或几个策略的组合就可避免分子被还原。
(1)首先降低酶的含量
a.在工艺开发早期利用基因编辑手段敲除/敲低酶的表达量
b.在上游收获时维持较高的细胞活率
c.澄清过滤时降低细胞的机械损伤,减少细胞破碎,降低酶的释放
(2)添加酶的抑制剂,比如 EDTA 等
(3)降低收获液温度、pH ,降低酶的活性
(4)尽快纯化,减少酶的作用时间
(5)提高收获液中溶氧水平、添加氧化性的胱氨酸、铜离子等使 NADPH 处于氧化状态
04临床期间上游技术转移需要关注的要点有哪些?
周:充分高效的沟通是技术转移成功的前提,转出方和接收方互相配合是技术转移成功的保障。药物开发的不同阶段的对技术转移要求不完全一样,以临床期间技术转移为例,首先双方明确转移的规模、批次等,然后转出方提供技术转移资料包,包括尽可能全的工艺开发报告、生产批次数据、检测方法、质量标准等。接受方通过分析双方在物料、设备等方面的差异,应明确技术转移过程中哪些地方发生了变更、为什么变更、对产品质量产生影响的风险等。
于此同时,特别是上游需要在小规模进行工艺确认,以进一步降低风险。然后依据转出方资料和接收方小规模确认的数据进行生产,生产完成后从生产中间检测数据、检测放行数据、表征数据、影响因素或强制降解、稳定性数据这几个方面对技术转移前后质量进行可比性研究,形成可比性报告。
上游生产中生物反应器作为最关键设备,在技术转移中尽量不要去变更反应器品牌。不同品牌反应器在几何构造、搅拌方式和通气方式等方面存在差异,对细胞生长、表达量和产品质量产生影响的风险较高。
迈百瑞配备三种主流的反应器品牌—— Sartorius、Thermofisher 、Cytiva 可供客户选择,每个品牌反应器我们都有多个成功转移的案例。














